Ungeplante Anlagenstillstände kosten die Industrie jährlich Milliarden und führen zu hunderten von Ausfallstunden pro Hersteller. Betreiber stellen sich daher regelmäßig Kernfragen wie:
- Mit welchen Mitteln können Verfügbarkeit, Ressourcennutzung und Effizienz von Anlagen optimiert werden?
- Wie gelingt der Sprung von einer zyklischen (vorbeugenden) zu einer bedarfsorientierten (vorausschauenden) Wartung, um ungeplante Stillstände auf ein Minimum zu reduzieren?
Die Instandhaltung steht oft vor dem Dilemma zwischen vorsorglicher Wartung, bei der Komponenten unnötig früh ersetzt werden, und einem reaktiven „Run-to-Failure“-Ansatz, der ungeplante Stillstände zur Folge hat. Predictive Maintenance bietet einen Ausweg: Durch frühzeitige Erkennung drohender Ausfälle können Anlagen gezielt gewartet werden, bevor es zu Produktionsausfällen kommt. Doch wie aufwendig ist es eigentlich, ein solches Wartungskonzept in eine bestehende Anlage zu integrieren? Dieser Frage widmete sich das Team Manufacturing & Digitalisierung im Siemens-Werk in Cham mit einem Pilotprojekt.

Zielsetzung: Erkenntnisgewinn über die Machbarkeit im Retrofit
In Abbildung 1 sind typische Phasen bei der Einführung einer Predictive-Maintenance-Lösung in der industriellen Fertigung abgebildet – von der Festlegung der Ziele über die Integration der Sensoren bis zur Skalierung. Mit dem Ziel, die Machbarkeit und Wirtschaftlichkeit einer Predictive-Maintenance-Lösung im Retrofit zu untersuchen, wählte das Team in Cham eine vollautomatisierte Vorfertigungslinie für SIRIUS 3RV2 Leistungsschalter als Pilotlinie. Diese Linie läuft im Dreischichtbetrieb mit schnellen Taktzeiten unter vier Sekunden und ist durch schmutzbehaftete Prozesse (z. B. Schweißen, Abflammen mit H2) stark belastet, was eine hohe Trefferquote für ungeplante Stillstände und aussagekräftige Erkenntnisse versprach.
Charakter der Anlage
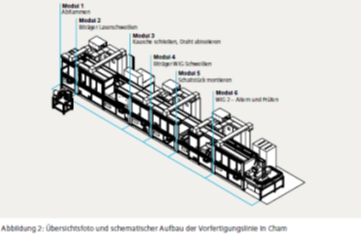
Die eigenentwickelte Anlage besteht aus sechs Modulen mit eigenen Schaltschränken (vgl. Abb. 2). Sie verwendet Standard-Kombinationen aus Leistungsschaltern 3RV2 und Schützen 3RT2 zum Schalten und Schützen von Verbraucherabzweigen. Damit werden unter anderem Antriebsmotoren für Ketten- und Stufenförderer gesteuert, die Komponenten und Kleinteile transportieren
Auswahl der Datenlieferanten für den Retrofit
In Cham war ein möglichst geringer Aufwand ausschlaggebend für die Auswahl der Sensorik. Ziel war die präzise Überwachung kritischer Komponenten wie der Antriebsmotoren für Ketten- und Stufenförderer.
Für die Nachrüstung kamen zwei gleichwertige Lösungen zum Einsatz:
- SIRIUS 3RC7 (Intelligent Link Module, ILM)
Zwölf Leistungsschalter-Schütz-Kombinationen wurden mit 3RC7-Modulen ausgestattet. Diese liefern relevante Betriebsdaten direkt aus dem Feld:
- Phasenströme
- Phasenasymmetrie
- Betriebstemperatur des Verbraucherabzweigs
- Wirkleistung
Die Analyse der Phasenströme ermöglicht eine frühzeitige Erkennung von Überlastungen oder mechanischen Problemen wie Getriebe- oder Lagerverschleiß.
- SIMATIC ET 200SP e-Starter
Für gesteuerte Verbraucher mit niedrigem Nennstrom (ab 100 mA) und hoher Schaltfrequenz wurde der e-Starter eingesetzt. Er bietet:
- Integriertes Schalten, Schützen, Messen und Diagnostizieren
- Schnelle Reaktionszeiten bei Kurzschluss
- Einstellbare Startparameter für flexible Anwendungen
Beide Systeme ergänzen sich und decken unterschiedliche Anforderungen ab – der 3RC7 für klassische Abzweige mit Fokus auf Stromanalyse, der e-Starter für dynamische Verbraucher mit hoher Schalthäufigkeit.
Zusätzlich wurden weitere Sensoren integriert:
- Temperaturüberwachung im Schaltschrank
- Pneumatikzylinder
- Durchflussmenge der Druckluft an der Wartungseinheit
Für die Lineardirektantriebe liefern SINAMICS Frequenzumrichter weitere Daten wie Drehmoment,
Stromaufnahme, Aktionszeit, Schleppabstand und Geschwindigkeit.
Auswahl der Predictive-Maintenance-Software: KI-gestützte Analyseplattform
Als KI-gestützte Analyseplattform wurde „Senseye Predictive Maintenance“ gewählt, eine cloudbasierte Lösung von Siemens, die auf maschinellem Lernen basiert und Skalierbarkeit für große Unternehmensumgebungen bietet. Sie analysiert Maschinendaten (z. B. Vibrationen, Strom, Drehmoment, Temperatur) zur Zustandsüberwachung und ermöglicht Anwendern, Störungsursachen zu identifizieren. Senseye nutzt zudem generative KI, um aus Nutzerkommentaren kontextbezogene Hinweise und Lösungsvorschläge zu erstellen, wodurch Fachwissen standortübergreifend geteilt und das System kontinuierlich verbessert wird. Senseye deckt damit gleich mehrere Teilaspekte des in Abbildung 1 gezeigten Prozesses bei der Einführung von Predictive-Maintenance-Konzepten ab.
Topologie
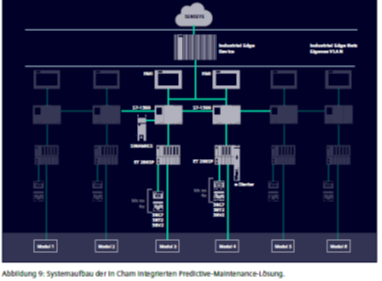
Abbildung 9 zeigt den Systemaufbau der Lösung in Cham: Die Verbraucherabzweige sind entweder mit dem SIRIUS 3RC7 oder dem ET 200SP e-Starter ausgestattet und über die SIMATIC ET 200SP an das Automatisierungssystem angebunden. Beide Geräte erfassen Strom und
Leistung direkt im Abzweig und melden Abweichungen sofort. Beim Erreichen parametrierter Abschaltschwellen übernehmen sie die Schützansteuerung. Ein Industrial Edge Device leitet die Daten an Senseye weiter. Zusätzliche Sensoren wie SINAMICS Frequenzumrichter sind direkt mit der SIMATIC S7 Steuerung verbunden.
Herausforderungen: Umsetzung im laufenden Betrieb und Erfassung zusätzlicher Daten
Die Herausforderung für das Pilotprojekt bestand darin, die Fertigungsanlage im laufenden Betrieb mit den erforderlichen Funktionen und Komponenten nachzurüsten. „Es wäre natürlich sehr viel einfacher gewesen, die ganze Linie stillzulegen und alle Abzweige auf einmal nachzurüsten. Wir mussten uns jedoch kleinschrittig vorarbeiten und haben, wo es ging, geplante Stillstände genutzt, um die Produktion durch die Einführung des Systems möglichst wenig zu beeinträchtigen“, erklärt Stefan Schneeberger, Projektleiter des Piloten in Cham.
Besonders einfach gestaltete sich die Integration der zusätzlichen Geräte in die Schalttechnik. Das 3RC7 nimmt im Schaltschrank in der Höhe im Vergleich zum Schütz 3RT2 keinen zusätzlichen Platz ein. Auch der SIMATIC ET 200SP e-Starter ist mit Abmessungen von 151 mm x 30 mm
x 167 mm kompakt ausgelegt.
Dank der platzsparenden Designs und der Verwendung des Standalone-Adapters für einen zweireihigen Aufbau war kein Neudesign des Schaltschranks erforderlich. Der Aufbau musste nur geringfügig angepasst werden. Die vorhandenen Leistungsschalter konnten weiter verwendet werden.

Integration in Senseye
In Summe liefern mehr als 70 sogenannte Assets aus der Fertigungslinie in Cham Daten an Senseye. Ein Asset ist das digitale Modell eines echten Geräts oder einer Maschine, das im System angelegt wird. Es kann zum Beispiel ein Motor, eine Pumpe, aber auch eine Zusammenstellung an Komponenten als Asset betrachtet werden.
Bei der Definition der zu überwachenden Assets und notwendigen Messgrößen wurde das Team in Cham vom Delivery Team von Senseye über sechs Monate lang begleitet. Wöchentliche Fallanalysen dienten als Grundlage für das Anlegen initialer Asset-basierter Regeln zur Datenauswertung. So werden beispielsweise Ersatzwerte herausgefiltert, die zu Fehlinterpretationen führen.
Das Engineering, welches der Siemens Industry Support auch als Dienstleistung anbietet, übernahm Cham selbst. „Wir haben die Anlage selbst programmiert und hatten daher das notwendige Know-how über die Programmierstandards im Haus“, erklärt Schneeberger. Dennoch war der Schritt aufwändiger als gedacht. „Für das Pilotprojekt war es uns wichtig, Daten aus der Anlage möglichst vollständig zu erfassen. Dafür mussten wir unser TIA-Portal auf Version 19 updaten. Und wir mussten Programmierstandards anpassen, um bisher nicht betrachtete Messgrößen zu integrieren.“
Ein erster Erfolg bereits bei Inbetriebnahme
Genau bei diesem Schritt konnte das Team in Cham einen ersten Erfolg verbuchen. Nach Anpassung der STEP7-Projektierung im TIA-Portal wurde ein in der Anlage verbauter Lineardirektantrieb wieder in Betrieb genommen. Bei den Aufzeichnungen in der SIMATIC S7 Steuerung fiel auf, dass der für die Spuraufzeichnung genutzte SINAMICS Frequenzumrichter ungewöhnlich hohe Differenzen in der Soll- und Ist-Position der Achsen zu einem bestimmten Zeitpunkt erfasste. Ein Abgleich mit den Rohdaten in Senseye bestätigte diese Auffälligkeit. Das Team untersuchte daraufhin die Achsen und stellte fest, dass auf einer Seite die automatische Schmierung defekt war. Die Achse lief auf einer Seite trocken und die Lager hatten bereits Schaden genommen.
Das Beispiel zeigt anschaulich, welches Potenzial in der vorausschauenden Wartung steckt. Lineardirektantriebe sind teure, kundenspezifische Komponenten, deren Versagen zu erheblichen Produktionsausfällen und finanziellen Verlusten führen kann. Die Antriebsregelung kompensierte die Anomalie und gab noch keine Warnung aus, da der Regelkreis noch innerhalb der Toleranzen arbeitete. „Werden diese Toleranzen überschritten, ist man im besten Fall mit dem Verschleiß im kritischen Bereich“, erklärt Schneeberger. „Im schlechtesten Fall bemerkt man es erst, wenn die Achse versagt.“ Nach Schätzung des Teams wurde in Cham durch das frühzeitige Eingreifen ein Produktionsstillstand von sieben Tagen verhindert.
Fazit und Ausblick: Validierung und Skalierung des Potenzials
Das Pilotprojekt in Cham demonstriert die Machbarkeit von Predictive Maintenance im Retrofit. Die frühzeitige Detektion eines Lagerschadens belegt das Potenzial zur Vermeidung von Stillständen und zur Effizienzsteigerung. Mit Blick auf die Zukunft soll das Pilotprojekt zeigen, ob eine flächendeckende Ausstattung aller Anlagen wirtschaftlich sinnvoll ist oder ob der Fokus auf besonders kritischen Assets liegen sollte. Zu diesen kritischen Anlagen können neben den bereits erwähnten Lineardirektantrieben auch Komponenten der Werksinfrastruktur wie Kälteanlagen oder Druckluftgeräte gehören, deren Ausfall weitreichende Auswirkungen auf den gesamten Betriebsablauf hat.

Während die langfristigen Kennzahlen (KPIs) wie die Reduzierung von Wartungskosten, die Erhöhung der Gesamtanlageneffektivität (OEE) oder eine verlängerte Anlagenlebensdauer noch nicht quantifizierbar sind, konzentriert sich das Team auf eine robuste Validierung des Systems unter realen Bedingungen. Das Projekt befindet sich in einer intensiven Plausibilisierungs- und Implementierungsphase, in der Datenqualität und
-verarbeitung kontinuierlich optimiert werden. Als nächste Schritte werden zeitbasierte Wartungspläne gezielt außer Kraft gesetzt und kontrollierte Fehler provoziert, um das Einsparpotenzial zu quantifizieren und die Algorithmen zu verifizieren.
Die gewonnenen Erfahrungen bilden zudem eine wichtige Grundlage für die Entwicklung neuer Programmierstandards, die eine effizientere Integration zukünftiger Predictive-Maintenance-Lösungen ermöglichen und somit die technische Basis für den Erfolg legen.
Das Pilotprojekt verdeutlicht jedoch auch, dass die technische Basis allein für den erfolgreichen Einsatz von Predictive-Maintenance-Lösungen nicht ausreicht. Der langfristige Erfolg und eine maximale Wertschöpfung aus Systemen wie Senseye hängt zu einem großen Teil von der kontinuierlichen Pflege ab. Anwender müssen Lösungen und Kommentare konsequent in Senseye einpflegen, damit sie Wissen standortübergreifend austauschen und schneller auf Anomalien reagieren können.
Quelle: Siemens AG – Weitere Informationen
Kommentare